全国服务热线:
15842867845

电 话:15842867845
传 真:0730-3216558
邮 箱:htmail@qq.com
网 址:www.yyhxdj.com
地 址:岳阳县文胜南路29号
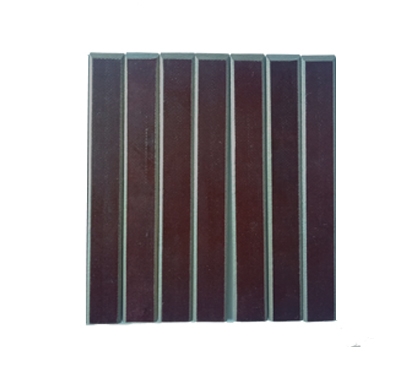
目前应用的磁性槽楔是用铁粉及环氧树脂按一定比例混合后加入补强材料模压而成,由于磁性槽楔处于电机磁场中,它将受到磁场每秒钟100次的径向拉力。数百千瓦的电机,磁性槽楔上的电磁应力可达5~15kgf/cm²,企图使磁性槽楔作径向振动。现在生产的磁性槽楔热态130℃时抗弯强度大于400kgf/cm²,远远超过磁性槽楔在磁场中所受到的电磁应力。因此,只要磁性槽楔能过装配关,就能达到安全生产节约电能的目的。

当磁性槽楔与槽口配合松动时,在电磁力的作用下就会产生振动而造成磨损脱落。磁性槽楔与槽口配合较紧,但在无胶的情况下,仍然属于硬对硬的点接触,会在交变电磁力的长期作用下,由紧变松直至脱落。刷胶的目的就是用胶填充铁芯与磁性槽楔的工艺间隙,将点接触变为面接触。环氧树脂胶调配合适。流动性好,固化后又具有一定的强度和弹性,对铁芯和磁性槽楔间的胀差起应力调节作用,就会有效的防止脱落。
我们开始装配磁性槽楔时,有些人不愿意将磁性槽楔粘牢,担心以后修理电机时楔子打不下来,给修理带来麻烦。由于没有严格按工艺要求涂胶固定磁性槽楔,使开始安装的一台电机运行不久磁性槽楔脱落较多。

磁性槽楔安装较松时即使涂胶也无法固定牢固。但也不能过紧,过紧会增加安装难度,并且会使磁性槽楔产生内伤,经长期运行破碎而脱落。经电机绝缘材料厂家证明,磁性槽楔安装的工艺间隙单边在0.1mm为宜,不得不超过0. 15mm,径向尽可能与槽口平齐,在不影响电机运行的情况下,也可以略高于槽口,但最多不应超过0. 5mm,这两点对磁性槽楔节能效果十分重要。